


by GIANLUCA CICALA* e CLAUDIO TOSTO**
Additive Manufacturing (AM) of neat thermoplastics and thermosets is widely spread in industry nowadays. However, for the development of structural parts the use of continuous reinforcements is preferred.
Fiber reinforced materials are used in standard AM techniques since some years now, but all these solutions are limited to the use of short fibers with fiber volume contents usually limited to maximum 10-20 wt%.
The improvement in terms of mechanical properties which can be obtained are therefore limited because of the low amount of reinforcements used and because of the use of short fibers below the critical length.
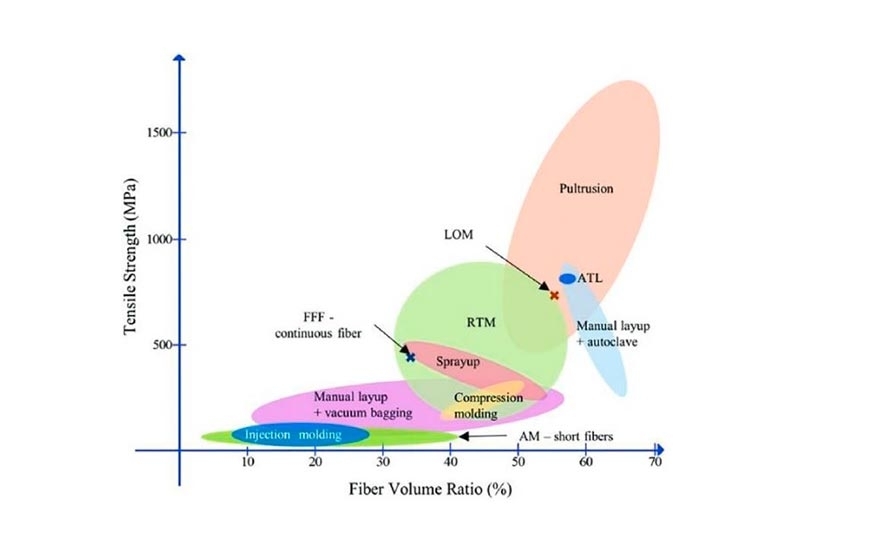
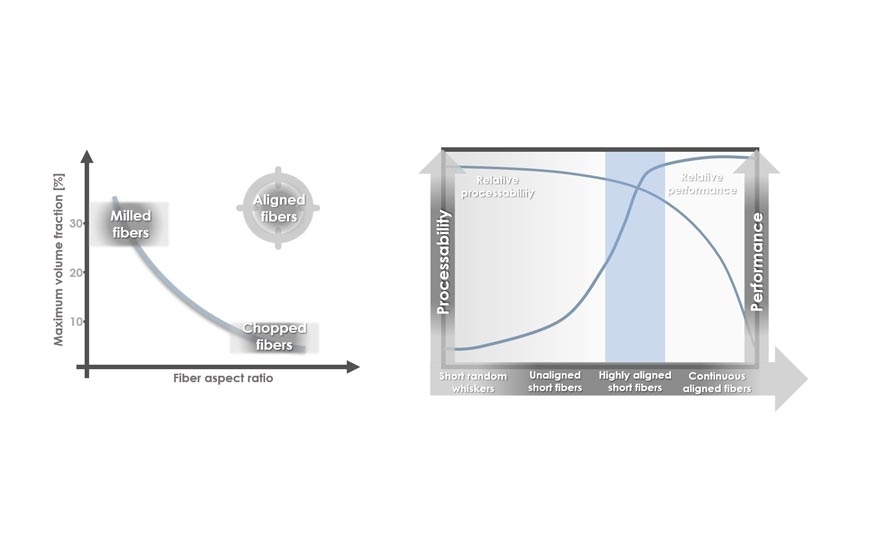
As it is described schematically in the figure 1 to achieve the best performances long aligned fibers with high fiber volume fraction (>30v%) are needed. If we look at the mechanical properties of some reinforced filaments available for printing on standard FDM and we compare it to analogous systems produced by Markforged the latter performs much better (table 1).
Table 1
| Tradename | Producer | Fiber type | Fiber Volume Fraction | Tensile Strenght (MPa) | Tensile Modulus (GPa) |
| XT-CF20 | Colorfabb | Chopped CF | 20 | 76 | - |
| Novamid ID 1030 | DSM | Chopped CF | 10 | 110 | 7.57 |
| CarbonX | 3DXTech | Chopped CF | 10 | 105 | 8.1 |
| Carbon | Markforged | Continuous CF | - | 800 | 60 |
Markforged, back in 2013, launched on the market the use of proprietary filaments based on the use of continuous reinforcement impregnated with nylon matrix. The printers sold by Markforged grown from desktop model MarkTwo to industrial version like the X7 with a build volume of 330∙270∙200 mm3.
The launch of Markforged printers pushed the market to develop novel solutions.
The company Anisoprint entered on the market with a desktop machine and it is now offering two solutions with different build volumes: the A4 (297∙210∙140 mm3) and the A3 (460∙297∙210 mm3).
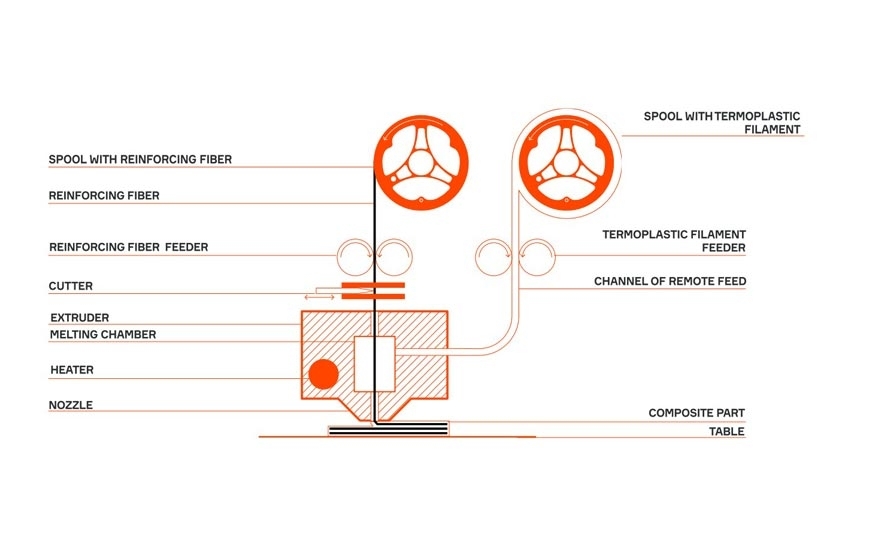
The printer by Anisoprint works on a different concept compared to Markforged because the reinforcing fiber is impregnated in situ by the thermoplastic filament (figure 2) while in the Markforged a preimpregnated reinforced filament is used. This technological choice allowed to claim the possibility to extend the materials availability to plastics with the processing temperature up to 270°C: PLA, PETG, PA, PC, ABS, TPU, etc.
Recently, an industrial version with a larger build volume of 600∙420∙300 mm3 and that can process PEEK and PEI too. The landscape of the printers capable to process continuous reinforcements has been further enriched with the launch of the printer Fiber™ be Desktop Metal. This printer has a small build volume (310∙240∙270 mm3) but it is offered with a version processing PA6 only and one that can range from PA6 to PEEK. The reinforcing fiber deposition is achieved using a proprietary Micro Automated Fiber Placement (μAFP) system.
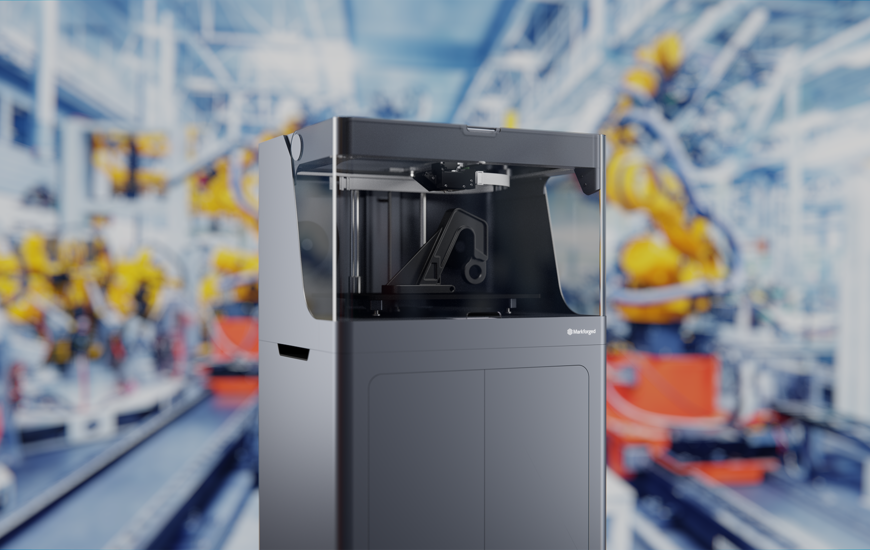
Many other similar solutions presented so far have been thoroughly reviewed in some recent papers that presented interesting graphs showing the mechanical performances achieved so far.
The graph in the figure 3 (S.M.F. Kabir, et al. Composite Structures 232 (2020) 111476) clearly shows that significant advantages over unreinforced filaments and short-fiber reinforced filament have been obtained. However, if we refer to the standard composite’s processing technologies the performance gap to fulfill is still high.
An additional limitation of the current desktop regards the production of complex shapes. The standard layer by layer construction used for desktop printer is not best suited for curved shapes that, for fiber reinforced composites, needs the reinforcing fibers the be laid curved.
The use of 6-axis robots to produce complex shapes is rapidly developing with approaches that range from the deposition of impregnated reinforced thermoplastics to the use of photocurable thermosets.
Some notable examples are the technologies developed by Arevo that demonstrated the possibility to produce hinge bracket, seat bracket and even bike bodies. The company Continuous Composites developed a technology begins with a continuous dry fiber that is impregnated in situ with a tailorable, snap curing thermosetting resin delivered at the nozzle.
Other interesting approaches were developed by Fortify and Impossible Objects.
These approaches would allow to enter in the mass manufacturing production.
* Professor of Materials Science and Technology (University of Catania)
** PhD Student Polymers and Composites Lab (University of Catania)
-

-
09 February 2021